Sustainability and High-Performance Are No Longer Mutually Exclusive
New, high-performance packaging film designs are critical for end users in food, pharmaceutical and cosmetics markets. Peak Nano’s nanolayer processing technology and novel material choices are not only giving them choices that meet their performance demands, they’re meeting their needs for sustainable options, as well.
Why nanolayer vs conventional film coextrusion technology? Peak Nano’s breakthrough nanolayer film processing approach takes state-of-the-art coextrusion and pushes it to an entirely new level. Nanolayer film systems provide a scalable manufacturing technology with synergistic enhancements in product mechanical properties, barrier performance and adhesion in downgauged films systems; advantages others can’t achieve with conventional coextrusion.


Peak Nano: Working At The Sub-Micron Level
What may surprise you is that Peak Nano Films is able to achieve these huge jumps in performance using widely available commercial polymers due to the unique structure of our nanolayer films.
Through our patented process, we enhance film performance properties such as toughness, oxygen barrier, moisture barrier and tailorable optical properties all while downgauging the film thickness.
And as the world demands more sustainable, single-use packaging designs, Peak Nano’s nanolayer technology increases your design freedom allowing for higher recycle-polymer content in your structures, without compromising on performance. This will only become more critical in the future as legislation requires greater and greater recycled content.
The results of these Peak Nano’s synergistic nanolayer combinations speak for themselves.


Synergy Delivered
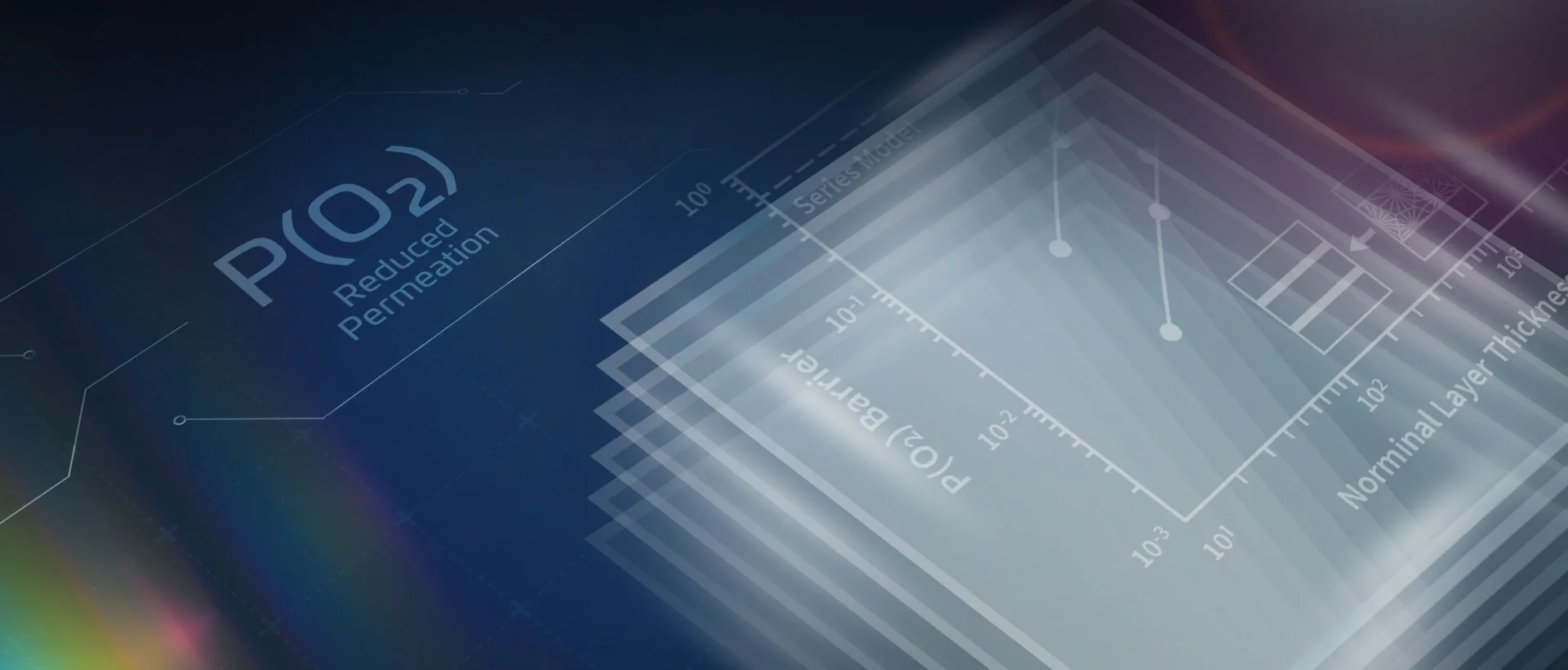
By increasing the amount of nanolayers from 3 to 65, we significantly increase the elongation performance. Conventional melt blending alone does not provide the increases that the nanolayered films provides. Depending on your application design needs, both oxygen and water barrier properties can be maximized via Peak Nano’s nanolayer technology. Oxygen barrier properties can be greatly enhanced by polymer choice and optimization of layer thickness.


Greater Performance, More Applications
Peak Nano can tailor the polymer choice and the number of nanolayers to provide the needed end-use performance for various applications in food, pharmaceuticals, cosmetics and so many other markets.



Sustainability and Circular Economy
Moving from a linear to a circular economy requires innovation and dedication. Peak Nano Films is applying its innovative nanolayer technology across the Specialty Films industry to provide end-users new design freedom to meet their sustainability goals.
Production
Certified feedstock materials sourced from socially and environmentally responsible suppliers
Low carbon footprint extrusion processes are used
Waste streams are optimized through reuse and repurposing

Design
Highly efficient use of recylclate while maintaining physical properties
Novel film designs optimize toughness-stiffness balance, allow for barrier performance maximization, and provide good interlayer adhesion
Create simpler structures that are more easily recycled at the end of lifetime

Recycle
Peak nanolayer technology allows for balanced property designs while using required recylclate amounts in packaging applications
When possible, Peak will use recycle content or sustainably produced feedstocks for our films
Sustainable Features of Peak Nano Films
Peak Nano Films takes a focused and disciplined approach to developing novel plastic films for high performance Speciality Films applications.
Our groundbreaking nanolayer technology enables downgauging, maximizes mechanical toughness via layer construction choices (see below), and allows for superior oxygen and water barrier via polymer science. Through collaboration with the Peak Nano Films design team, superior performance can be achieved with higher recycle content and uncompromised properties.
Peak nanolayer film technology can bring significant benefits to food packaging, pharmaceutical packaging, and capacitor films.
It Starts Now
Our world is more technology and sustainability-driven than ever before. Any specialty film application that relies on higher performance can take advantage of Peak Nano’s nanolayer films to achieve breakthroughs of their own.
If you’d like to learn more about the technology behind the nanolayers, read our research articles. If you’re ready to change the status quo for your specialty film applications, Peak Nano can help. Let’s rewrite your industry’s rules, starting today.